 13880507986
13880507986常見問題
產(chǎn)品分類
聯(lián)系我們
成都洋潤機(jī)械有限公司
聯(lián)系人:劉方峰
手機(jī):13880507986
郵箱:ff2008888@163.com
地址:成都市青白江區(qū)工業(yè)集中發(fā)展區(qū)九峰路
全國訂購服務(wù)熱線:
13880507986
 當(dāng)前位置:
當(dāng)前位置: 虛擬加工平臺(tái)中加工過程模型研究
加工平臺(tái)生產(chǎn)供應(yīng)商——成都洋潤機(jī)械有限公司。對加工過程的研究,大多都只側(cè)重于它的幾何特性,而忽略了它的物理特性 如因切削力引起的加工件的變形將直接影響其加工質(zhì)量。此類因素是不能忽略的。本文對應(yīng)擬加工過程模型進(jìn)行了研究,詳細(xì)討論了零件在加工過程中的基于 Z-Buffer的中間模型的建立和計(jì)算方法,并在該模型的基礎(chǔ)上,研究了材料切41過程中產(chǎn)生的瞬時(shí)切劉力模型。
1 引言
在數(shù)控加工中,如果只對加工過程進(jìn)行幾何仿真,只仿真刀具、工件幾何體,僅以此來驗(yàn)證NC程序的正確性和進(jìn)行干涉校驗(yàn),那是遠(yuǎn)遠(yuǎn)不夠的。實(shí)際的加工過程是由機(jī)床、工件、刀具等構(gòu)成的,是一個(gè)涉及到多種影響因素的綜合系統(tǒng),其中由切削力引起的工件的變形將直接影響零件的質(zhì)量,對材料成本高、精度要求高的零件尤其如此。因此,有 從揭示切削內(nèi)在機(jī)理建立加工過程模型入手,通過在計(jì)算機(jī)上仿真演示,來控制切削參數(shù),以達(dá)到優(yōu)化切削過程的目的。
隨著虛擬制造等新概念的提出,虛擬加工作為虛擬制造技術(shù)的一個(gè) 重要的分支,其過程的研究在 內(nèi)外受到越來越普遍的重視。同時(shí),計(jì)算機(jī)圖形學(xué),信息技術(shù),CAD/CAM 技術(shù),金屬切削原理,加工過程建模技術(shù),分析技術(shù)以及虛擬現(xiàn)實(shí)技術(shù)等領(lǐng)域的新成就也為虛擬加工過程研究提供了良好的技術(shù)支撐。利用這些技術(shù)可以構(gòu)建對加工過程進(jìn)行研究和預(yù)測的實(shí)驗(yàn)平臺(tái)。利用該平臺(tái),在虛擬加工環(huán)境中,除了完成零件加工過程的幾何仿真,同時(shí)還要利用零件的幾何參數(shù),材料的物理性能,加工過程切削參數(shù)建立起加上過程物理模型,并進(jìn)行物理仿真,對加工過程的動(dòng)態(tài)情況進(jìn)行模擬,以期盡早發(fā)現(xiàn)加工過程中未能預(yù)料到的對加工質(zhì)量產(chǎn)生不利影響的因素。為判斷產(chǎn)品設(shè)計(jì)的可加工性,調(diào)整和優(yōu)化切削參數(shù)提供依據(jù)。平臺(tái)、焊接平臺(tái)、檢驗(yàn)平臺(tái)
本文概要介紹了完成虛擬加工過程仿真的虛擬加工平臺(tái)的主要功能模塊。并對直齒圓柱銑刀三坐標(biāo)銑削加工進(jìn)行了討論。本文從零件、刀具的實(shí)體模型入手,討論了刀具掃描體的建立方法以及模擬材料切除,獲取零件在加工過程中的中間幾何模型的算法,并建立了材料切除過程中的切削力的模型。
2 虛擬加工平臺(tái)系統(tǒng)功能
虛擬切削加工是指在數(shù)控機(jī)床上進(jìn)行的切削加工過程在虛擬環(huán)境下的映射。采用虛擬加工環(huán)境可以為一些零件的加工提供一個(gè)試切環(huán)境。圖1所示為虛擬加工平臺(tái)系統(tǒng)功能框圖。該系統(tǒng)的硬件環(huán)境是 PIII550。并利用現(xiàn)有的 CAD/CAM軟件所具有的強(qiáng)大的幾何建模及NC程序生成的功能,建立虛擬加工所需的幾何模犁以及豐成相應(yīng)的NC程序。所建立的幾何模型包括毛坯、零件、刀具和夾具等的幾何模型。所依據(jù)的建模平臺(tái)和分析平臺(tái)為 SolidWorks,CAMWorks,Cosmos/Works。該系統(tǒng)主要由四大核心模塊組成:輸入模塊,仿真模塊,分析模塊和輸出模塊。
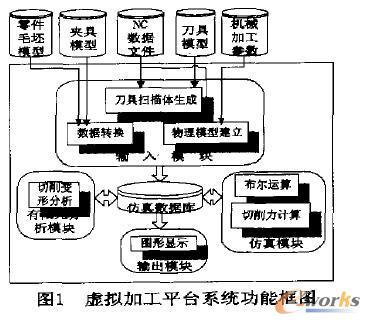
物入模塊主要完成虛擬加工環(huán)境的構(gòu)建或修正。加工環(huán)境的構(gòu)建應(yīng)包括幾何環(huán)境和物理環(huán)境。幾何環(huán)境的建立主要通過讀取毛坯、夾具和刀具等的幾何模型來實(shí)現(xiàn)。物理環(huán)境的構(gòu)建是指與毛坯材料、刀具材料有關(guān)的參數(shù)、切削參數(shù)、裝夾定位參數(shù)與加工過程中切削力、切削變形有關(guān)的參數(shù)的確定。因此,輸入模塊的功能由以下幾個(gè)子功能組成。
(1)數(shù)據(jù)的輸入:讀取毛坯、零件、刀具等的CAD模型數(shù)據(jù),讀取 NC程序及機(jī)械加工參數(shù)。
(2)刀具掃描體生成:根據(jù) NC程序和刀具幾何模型生成刀具掃描體模型。
(3)數(shù)據(jù)轉(zhuǎn)換:將毛坯、零件、夾具和刀具掃描體模型轉(zhuǎn)換成便于仿真運(yùn)算和圖形顯示的數(shù)據(jù)模型。
(4)物理模型的建立:讀取 NC程序中的相關(guān)參數(shù),結(jié)合機(jī)械加工參數(shù)建立銑削加工物理仿真力學(xué)參數(shù)模型。
仿真模塊主要是通過布爾運(yùn)算完成幾何仿真以及通過力學(xué)參數(shù)模型完成力學(xué)仿真計(jì)算。分析模塊的作用是,用有限元方法對切削力較大的位置進(jìn)行詳細(xì)分析,分析由切削力引起的切削變形:反映動(dòng)態(tài)切削力、切削變形等物理因素對零件的精度所產(chǎn)生的影響。由愉入模塊所構(gòu)建的虛擬加工環(huán)境 由輸出模塊以圖形的方式顯示出來。并且依據(jù)布爾運(yùn)算 的幾何模型數(shù)據(jù)輸出模塊還要直觀、逼真地將金屬切削過程顯示出來,同時(shí)還須將仿真模塊計(jì)算 的切削力以切削力變化曲線的形式顯示出來,而由分析模塊 的誤差也要由輸出模塊以云圖的形式直觀地顯示出來。
3 幾何仿真模型
從圖1可知,虛擬加工過程模型是由兩部分組成的。 部分是加工過程幾何模型, 部分則是加工過程物理模型。幾何仿真可以通過將刀具掃描體模型和毛坯模型作布爾運(yùn)算來實(shí)現(xiàn),其關(guān)鍵在于刀具掃描體模型的建立以及所采用的布爾運(yùn)算算法的可靠性和效率。現(xiàn)著重對用直齒圓柱銑刀完成的平面輪靡銑肖吐加工進(jìn)行討論。平面輪廓加工時(shí),由于插補(bǔ)通常是用一段一段直線去逼近輪廓的。因此,刀具掃描體可以認(rèn)為由三部分組成,起始部、中間部分和終止部分。其中,起始和終止部分是半圓柱面,而中間部分則是長方體的兩個(gè)平面。該平面可以很方便地由刀具中心軌跡平面沿該平面法線正反方向各自平移一個(gè)刀半徑值求得,并求出兩平面與起始和終止半圓柱面的交線。刀具的模型是以B-rep表示的。重新調(diào)整模型建立起起始、終止半圓柱面,兩平面的幾何和拓?fù)潢P(guān)系,從而構(gòu)建起刀具掃描體的B-rep表示。 此,完成了幾何仿真中的 步:刀具掃描體模型的建立。
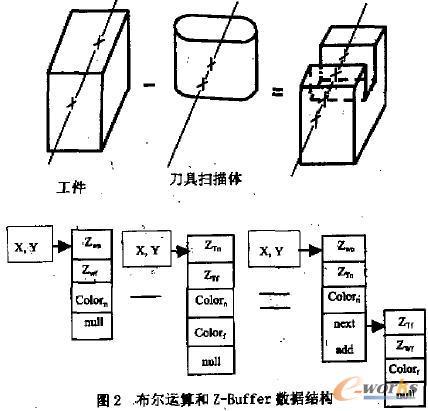
幾何仿真的 步是實(shí)現(xiàn)工件和刀具掃描體的布爾運(yùn)算。為了便于圖形顯示和實(shí)體間的布爾運(yùn)算,在此采用了Z-Buffer數(shù)據(jù)模型。數(shù)據(jù)轉(zhuǎn)換子模塊負(fù)責(zé)將標(biāo)準(zhǔn) CAD造型 的毛坯模型和計(jì)算 的刀具掃描體模型轉(zhuǎn)化為內(nèi)部的 Z-Buffer數(shù)據(jù)模型。
數(shù)據(jù)模型可以用光線投射法求得。因?yàn)楫?dāng)物體以邊界表示描述時(shí),光線投射方法通常用來實(shí)現(xiàn)構(gòu)造實(shí)體幾何操作,令投影平面與顯示平面一致,從每一個(gè)像素位置發(fā)射一根射線穿過物體,然后沿每根射線路徑定出表面相交部分,保存深度值。工件和刀具的數(shù)據(jù)結(jié)構(gòu)為: 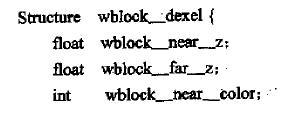
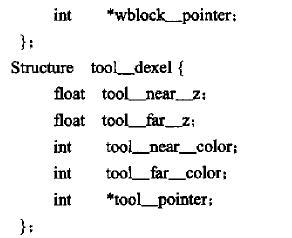
其運(yùn)算過程如圖2所示。在數(shù)據(jù)結(jié)構(gòu)中,對應(yīng)每一點(diǎn)(x,y)有一個(gè)近端Z值Zx,遠(yuǎn)端Z值Zy顏色值和指向該射線上下一個(gè)單元的指針。如圖所示,和工件的數(shù)據(jù)結(jié)構(gòu)的不同之處在于刀具的數(shù)據(jù)結(jié)構(gòu)中增加了遠(yuǎn)端的顏色值,這樣可以方便布爾運(yùn)算。圖中所示工拌開始時(shí)是毛坯,因此,沿射線方向只有一段,故指針為 null。同理,刀具的指針也為 null。當(dāng)?shù)毒咔邢鞴ぜr(shí),如圖所示,兩個(gè)實(shí)體的布爾運(yùn)算在采用Z-Buffer的數(shù)據(jù)結(jié)構(gòu)后就簡化為視線方向的一維求差運(yùn)算。對應(yīng)像素(x,y)的射線。這時(shí)沿視線有四個(gè)交點(diǎn),由于工件被刀具掃描體分成兩部分,視線被裁剪為兩段。因此,對應(yīng)該像素點(diǎn) 少就有兩個(gè)單元。所進(jìn)行的布爾運(yùn)算只需對原來工件的數(shù)據(jù)結(jié)構(gòu)進(jìn)行 改,工件 單元遠(yuǎn)端Z值被刀具的近端Z值替換、指針不再等于零而是指向新產(chǎn)生的單元,而新單元的近端Z值為刀具的遠(yuǎn)端Z值。遠(yuǎn)端Z值是原工件單元的遠(yuǎn)端Z值。顏色等于刀具的遠(yuǎn)端顏色值,指針為零。系統(tǒng)對所有的像素不斷重復(fù)進(jìn)行著這樣的一維運(yùn)算。該種算法的分辨率取決于緩沖器的容量。
4 結(jié)論
本文對虛擬加工平臺(tái)中的加工過程模型作了研究,并認(rèn)為加工過程的仿真不能僅僅指幾何仿真還 有物理仿真。文中對刀具掃描體模型的構(gòu)建及用 Z-Buffer完成布爾運(yùn)算進(jìn)行了詳細(xì)的討論。同時(shí)建立了銑削加工瞬時(shí)切削力模型。并嘗試用Z-Buffer模型將切削力模型和幾何仿真模型結(jié)合起來,完成瞬時(shí)切削力的計(jì)算。
相關(guān)資訊
- 分析螺紋塞環(huán)規(guī)6h與6g區(qū)別
- 萬能角度尺的結(jié)構(gòu)和用途介紹
- 一起分析劃線平臺(tái)設(shè)計(jì)技術(shù)要求
- 2014午馬年的工程機(jī)械行業(yè)發(fā)展趨勢
- 12.5米立車的主要結(jié)構(gòu)型式
- 數(shù)控落地鏜銑床的操作注意事項(xiàng)
- 殘障人士怎不能半價(jià)坐火車?
- 壓力容器發(fā)生事故率高的原因分析
- 中國消失模鑄造技術(shù)的發(fā)展前景
- 鑄鐵平尺各項(xiàng)指標(biāo)的檢測方法
- 成都洋潤焊接平臺(tái)的刮研技術(shù)
- 鎂鋁寬座直角尺應(yīng)用非常的廣泛

